 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


குழாய் வெளியேற்றும் செயல்முறை, உபகரணங்கள், தரக் குறைபாடுகள் போன்றவற்றின் அறிமுகம்.
நிங்போ ஃபாங்லி டெக்னாலஜி கோ., லிமிடெட்.என்பது ஒருஇயந்திர உபகரணங்கள் உற்பத்தியாளர்30 ஆண்டுகளுக்கும் மேலான அனுபவங்களுடன்பிளாஸ்டிக் குழாய் வெளியேற்ற உபகரணங்கள்,புதிய சுற்றுச்சூழல் பாதுகாப்பு மற்றும் புதிய பொருட்கள் உபகரணங்கள்.அதன் ஸ்தாபனத்திலிருந்து Fangli பயனரின் கோரிக்கைகளின் அடிப்படையில் உருவாக்கப்பட்டது. தொடர்ச்சியான மேம்பாடு, அடிப்படை தொழில்நுட்பம் மற்றும் செரிமானம் மற்றும் மேம்பட்ட தொழில்நுட்பம் மற்றும் பிற வழிகளை உறிஞ்சுதல் ஆகியவற்றில் சுயாதீனமான R&D மூலம், நாங்கள் உருவாக்கியுள்ளோம்பிவிசி பைப் எக்ஸ்ட்ரூஷன் லைன்,பிபி-ஆர் பைப் எக்ஸ்ட்ரூஷன் லைன், PE நீர் வழங்கல் / எரிவாயு குழாய் வெளியேற்றும் வரி, இறக்குமதி செய்யப்பட்ட பொருட்களை மாற்றுவதற்கு சீன கட்டுமான அமைச்சகத்தால் பரிந்துரைக்கப்பட்டது. "ஜெஜியாங் மாகாணத்தில் முதல் தர பிராண்ட்" என்ற பட்டத்தை நாங்கள் பெற்றுள்ளோம்.
I. செயல்முறை ஓட்டம்
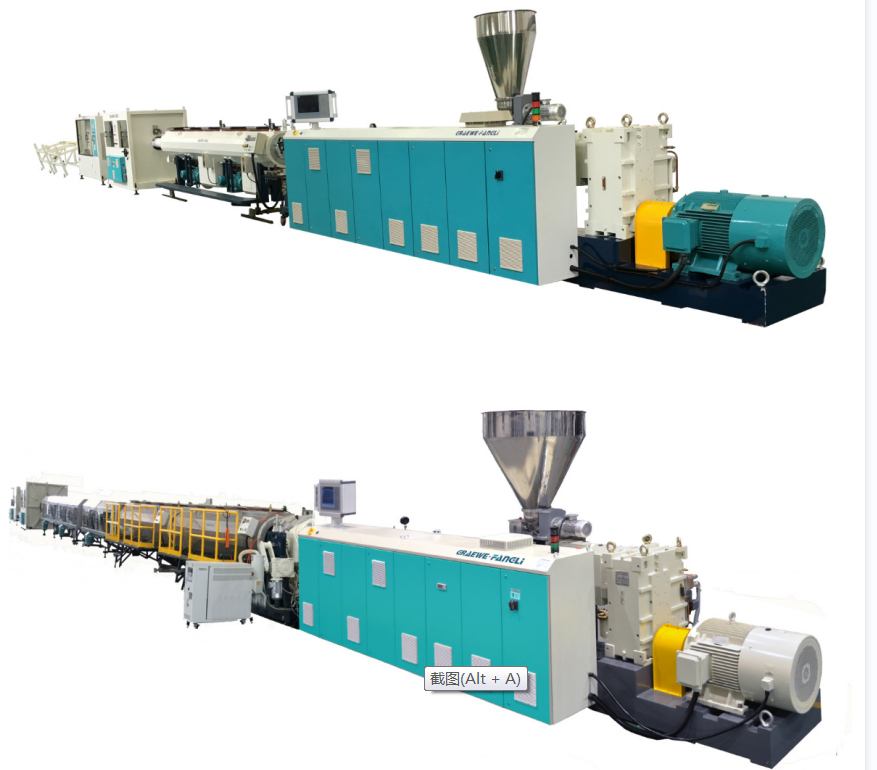
தற்போது, PVC மற்றும் PO குழாய்கள் உள்நாட்டிலும் சர்வதேச அளவிலும் அதிக அளவு தயாரிப்புகளாக உள்ளன.படம் 1பாலியோலின் (PO) குழாய்களுக்கான உற்பத்தி செயல்முறை ஓட்ட வரைபடத்தைக் காட்டுகிறது. ஒரு பைப் பாரிசனை வெளியேற்றி, ஒரே மாதிரியான பிளாஸ்டிசைஸ் செய்யப்பட்ட உருகலாக, திருகு மூலம் வருடாந்திர இடைவெளி டையில் (2) பிளாஸ்டிக் செலுத்தப்படுகிறது. இது உடனடியாக அளவுத்திருத்த அலகு (3) குளிரூட்டல் மற்றும் அளவிடுதல் ஆகியவற்றிற்குள் நுழைகிறது, பின்னர் குளிரூட்டும் தொட்டியில் (4) போதுமான குளிரூட்டலுக்கு உட்படுகிறது. குழாய் சரிசெய்யக்கூடிய ஒரு நிலையான வேகத்தில் வெளியே இழுக்கப்படுகிறதுஇழுத்துச் செல்லும் அலகு(6), இறுதியாக கட்டர் (7) மூலம் குறிப்பிட்ட நீளத்திற்கு வெட்டவும். 160மிமீக்கும் குறைவான விட்டம் கொண்ட மெல்லிய சுவர் குழாய்களை விண்டரால் சுருட்டலாம் (9).

படம் 1 PO குழாய் உற்பத்தி செயல்முறை ஓட்டத்தின் திட்ட வரைபடம்
1---எக்ஸ்ட்ரூடர்; 2---பைப் டை; 3---அளவுத்திருத்த ஸ்லீவ்;
4---வெற்றிட அளவுத்திருத்த குளிர்ச்சி; 5---குளிரூட்டும் தொட்டி;
6---ஹால்-ஆஃப் யூனிட்; 7---கட்டர்;
8---அச்சுப்பொறி; 9---சுருளை
II. செயல்முறை மற்றும் உபகரணங்கள்
PO குழாய் உற்பத்திக்கு, ஏஅதிக திறன் கொண்ட ஒற்றை திருகு எக்ஸ்ட்ரூடர்தேர்ந்தெடுக்கப்பட வேண்டும். ஊட்ட மண்டலம் ஒரு அச்சில் பள்ளம் கொண்ட பீப்பாயைப் பயன்படுத்துகிறது. திருகு நீளம்-விட்டம் (எல்/டி) விகிதம் 30–33:1 ஆகும். திருகு அமைப்பு என்பது மாறுபட்ட ஆழம் மற்றும் சுருதி கொண்ட இரண்டு-நிலை வடிவமைப்பு ஆகும்: ஊட்டப் பிரிவில் உள்ள சுருதி திருகு விட்டத்தை விட குறைவாக உள்ளது, அதே சமயம் உருகும் மற்றும் ஒரே மாதிரியான பிரிவுகளில் உள்ள சுருதி திருகு விட்டத்தை விட அதிகமாக உள்ளது. கலவை செயல்திறனை அதிகரிக்க, சில திருகுகள் கூடுதல் கலவை தலை கூறுகளுடன் பொருத்தப்பட்டுள்ளன. இந்த வகை ஒற்றை-ஸ்க்ரூ எக்ஸ்ட்ரூடர் ஒப்பீட்டளவில் அதிக வெளியீடு மற்றும் நல்ல பிளாஸ்டிக்மயமாக்கலை வழங்குகிறது. எடுத்துக்காட்டாக, 90 மிமீ திருகு விட்டம் கொண்ட ஒற்றை-ஸ்க்ரூ எக்ஸ்ட்ரூடர் 600 கிலோ/மணிக்கு அதிகமான வெளியீட்டை அடைய முடியும். மேலும், கால்சியம் கார்பனேட், பேரியம் சல்பேட், மர மாவு அல்லது கண்ணாடி இழைகள் ஆகியவற்றால் நிரப்பப்பட்ட PO குழாய்களின் உற்பத்தி பொதுவாக இணை-சுழலும் இரட்டை திருகு எக்ஸ்ட்ரூடர்களைப் பயன்படுத்துகிறது.
PVC குழாய்களின் உற்பத்தி அடிப்படையில் PO குழாய்களின் உற்பத்தியைப் போன்றது. பொதுவாக பயன்படுத்தப்படும் எதிர்-சுழலும் கூம்பு அல்லதுஇணையான இரட்டை திருகு எக்ஸ்ட்ரூடர்கள், உலர் கலவை தூள் நேரடியாக வெளியேற்ற அனுமதிக்கிறது. அவற்றின் வெளியீடு சிறிய விட்டம் கொண்ட குழாய்களுக்கு 10 கிலோ / மணி முதல் பெரிய விட்டம் கொண்ட குழாய்களுக்கு 1100 கிலோ / மணி வரை இருக்கும். திருகு எல்/டி விகிதம் கடந்த 18:1 இலிருந்து 25:1 ஆக அதிகரித்துள்ளது. உதாரணமாக, ஏஇரட்டை திருகு எக்ஸ்ட்ரூடர்90மிமீ திருகு விட்டத்துடன் 300 கிலோ/மணிக்கு அதிகமான வெளியீட்டை அடைய முடியும்.
படம் 1 இலிருந்து பார்க்க முடிந்தால், குழாய் வெளியேற்றும் கீழ்நிலை உபகரணங்கள் முக்கியமாக குளிரூட்டும் நீர் தொட்டியைக் கொண்டுள்ளது,இழுத்துச் செல்லும் அலகு, கட்டர், சுருள், அல்லது டம்ப் டேபிள்.
குழாய் அளவுத்திருத்தம் மற்றும் குளிரூட்டும் அலகு வெளியேறும் போது, அது அறை வெப்பநிலைக்கு முழுமையாக குளிர்விக்கப்படாது. மேலும் குளிர்விக்கப்படாவிட்டால், குழாய்ச் சுவரின் ரேடியல் திசையில் இருக்கும் வெப்பநிலை சாய்வு, வெப்பநிலை உயர்வு காரணமாக ஏற்கனவே கடினப்படுத்தப்பட்ட வெளிப்புற அடுக்கை மீண்டும் மென்மையாக்கலாம், இது சிதைவுக்கு வழிவகுக்கும். மறுபுறம், குழாய் இழுத்தல், வெட்டுதல் மற்றும் முறுக்கு உபகரணங்களிலிருந்து அழுத்தங்களைத் தாங்க வேண்டும். எனவே, மீதமுள்ள வெப்பம் அகற்றப்பட வேண்டும், அறை வெப்பநிலையில் குழாயை குளிர்விக்கும். குளிரூட்டும் முறைகளில் தண்ணீர் குளியல் மற்றும் ஸ்ப்ரே கூலிங் ஆகியவை அடங்கும். நீர் குளியல் குளிரூட்டும் தொட்டியில், நீர் மட்டம் குழாயை முழுமையாக மூழ்கடிக்க வேண்டும். தொட்டி பல பிரிவுகளாக பிரிக்கப்பட்டுள்ளது. குளிரூட்டும் நீர் நுழைவாயில் கடைசிப் பகுதியில் அமைக்கப்பட்டுள்ளது, இதனால் நீர் ஓட்டம் குழாய் வெளியேற்றும் திசைக்கு எதிர்மாறாக இருக்கும், இது குளிரூட்டும் வெப்பநிலை சாய்வை உருவாக்குகிறது. இது படிப்படியாக குழாய் குளிர்ச்சியை ஏற்படுத்துகிறது மற்றும் உள் அழுத்தத்தை குறைக்கிறது. குளிரூட்டும் நீர் தொட்டி மற்றும் அளவுத்திருத்தம் / குளிரூட்டும் அலகு இடையே உள்ள தூரம் மொத்த குளிரூட்டும் நீளத்தில் பத்தில் ஒரு பங்கிற்கு மேல் இருக்கக்கூடாது; இல்லையெனில், குழாய் வெளிப்புற சுவர் மற்றும் குளிரூட்டும் நீர் இடையே வெப்பநிலை வேறுபாடு அதிகமாக அதிகரிக்கலாம். நீர் குளியல் முறை எளிமையானது என்றாலும், தொட்டியில் உள்ள மேல் மற்றும் கீழ் நீர் அடுக்குகளுக்கு இடையிலான வெப்பநிலை வேறுபாடுகள் சீரற்ற குளிர்ச்சி மற்றும் குழாயின் வளைவை ஏற்படுத்தும். கூடுதலாக, குழாயில் செயல்படும் மிதப்பு சக்திகள் எளிதில் சிதைவை ஏற்படுத்தும், இந்த முறை பெரிய விட்டம் கொண்ட குழாய்களை குளிர்விக்க குறிப்பாக பொருத்தமற்றது.
இன் செயல்பாடுகுழாய் இழுத்துச் செல்லும் அலகுஏற்கனவே அளவுள்ள மற்றும் குளிரூட்டப்பட்ட குழாய்க்கு ஒரு குறிப்பிட்ட இழுத்துச் செல்லும் வேகம் மற்றும் விசையை வழங்குவது, குழாயின் மீது அளவிடும் சாதனம் உருவாக்கும் உராய்வு விசையை முறியடித்து, அதன் மூலம் குழாயை ஒரு நிலையான வேகத்தில் விண்டர் அல்லது டம்ப் டேபிளுக்கு இழுக்கிறது. ஹால்-ஆஃப் யூனிட் குழாய் உற்பத்திக்கான கீழ்நிலை உபகரணங்களின் முக்கிய துண்டுகளில் ஒன்றாகும், மேலும் பின்வரும் தேவைகளை பூர்த்தி செய்ய வேண்டும்.
(1)திஇழுத்துச் செல்லுதல்வேகமானது படியில்லாத மற்றும் மென்மையான சரிசெய்தல் திறன் கொண்டதாக இருக்க வேண்டும். நிலையற்ற இழுவை வேகம் குழாயின் விட்டம் ஏற்ற இறக்கத்தை ஏற்படுத்தும். இழுத்துச் செல்லும் வேகம், வெளியேற்றும் வேகத்துடன் நெருக்கமாக ஒருங்கிணைக்கப்பட வேண்டும். குழாய் சுவர் தடிமன், இழுத்துச் செல்லும் வேகத்தை ஒழுங்குபடுத்துவதன் மூலம் சரிசெய்யப்படுகிறது: மெதுவாக இழுக்கும் வேகம் தடிமனான சுவர்களிலும், வேகமான வேகம் மெல்லிய சுவர்களிலும் விளைகிறது. சரியான இழுத்துச் செல்லும் வேகத்தைத் தேர்ந்தெடுப்பது, தயாரிப்பு பரிமாண இணக்கத்தை உறுதி செய்வதற்கான ஒரு சிறந்த முறையாகும். நவீன வடிவமைப்புகள் 30 மீ/நிமிடத்திற்கு அதிகபட்ச இழுவை வேகத்தை அடையலாம்.
(2)ஒரு மாறிலிஇழுத்துச் செல்லுதல்எந்த புஷ்-புல் நிகழ்வும் இல்லாமல், விசை பராமரிக்கப்பட வேண்டும், இல்லையெனில் அது குழாயில் மேற்பரப்பு அலைவு குறைபாடுகளை ஏற்படுத்தும். போதுமான இழுத்துச் செல்லும் சக்தியும் தேவை. தொடர்பு பகுதி மற்றும் அளவு ரேடியல் அழுத்தத்துடன் தேவையான இழுவை-விசை அதிகரிக்கிறது. சிறிய மற்றும் நடுத்தர விட்டம் கொண்ட குழாய்களுக்கு, இழுத்துச் செல்லும் விசை பொதுவாக 100-600 N ஆகும்; பெரிய விட்டம் கொண்ட குழாய்களுக்கு, இது பொதுவாக 800-10,000 N.
(3) தி கிளாம்பிங் விசைஇழுத்துச் செல்லும் அலகுகிரிப்பர் சரிசெய்யக்கூடியதாக இருக்க வேண்டும் மற்றும் மேற்பரப்பு சேதம் அல்லது சிதைவை ஏற்படுத்தாமல் பல்வேறு விட்டம் கொண்ட குழாய்களைப் பிடிக்கும் திறன் கொண்டதாக இருக்க வேண்டும். தற்போது, கம்பளிப்பூச்சி வகை கிரிப்பர்கள் பரவலாகப் பயன்படுத்தப்படுகின்றன. இவை 2 முதல் 12 தடங்கள் குழாயைச் சுற்றி சமமாக அமைக்கப்பட்டிருக்கும். தடங்கள் குறிப்பிட்ட எண்ணிக்கையிலான ரப்பர்/பிளாஸ்டிக் கிளாம்பிங் பிளாக்குகளுடன் உட்பொதிக்கப்பட்டுள்ளன, பெரும்பாலும் குழிவான அல்லது கோணத்தில் குழாயின் மீது ரேடியல் அழுத்தத்தைப் பயன்படுத்துகிறது. காற்றழுத்தம், ஹைட்ராலிக் அல்லது ஈய திருகு-நட்டு வழிமுறைகள் மூலம் கிளாம்பிங் விசை சரிசெய்தல் அடையப்படுகிறது. குழாய் விட்டம் மூலம் தடங்களின் எண்ணிக்கை அதிகரிக்கிறது.
குழாய் ஒரு குறிப்பிட்ட நீளத்திற்கு இழுக்கப்பட்ட பிறகு, அதை நீளமாக வெட்ட வேண்டும். வெட்டிகள் பல்வேறு வகைகளில் வருகின்றன, குழாய் விட்டம் மற்றும் சுவர் தடிமன், பொருள் வகை, வெட்டு நீளம், வெட்டு தரம், வெட்டு வடிவம் போன்றவற்றின் அடிப்படையில் தேர்ந்தெடுக்கப்படுகின்றன. சிறிய மற்றும் நடுத்தர விட்டம் கொண்ட குழாய்களை வெட்டுவதற்கு கில்லட்டின் வகை தானியங்கி வெட்டிகள் மற்றும் வட்ட ரேடியல் மரக்கட்டைகள் பொருத்தமானவை; பெரிய விட்டம் கொண்ட குழாய்களுக்கு கிரக தானியங்கி வெட்டிகள் பொருத்தமானவை. கட் கட்டளையைப் பெற்றவுடன், கட்டர் குழாயை ஒரு கிளாம்ப் மூலம் பிடித்து, வெட்டும் செயலை முடிக்கும் போது பைப் ஹால்-ஆஃப் திசையில் நகரும். வெட்டப்பட்ட பிறகு, ஒரு நியூமேடிக் பொறிமுறையானது அதை மீட்டமைக்கும் நிலைக்குத் தள்ளுகிறது.
கொய்லர் மற்றும் டம்ப் டேபிள். வளைக்கும் போது சிதைக்காத குழாய்கள் மட்டுமே விண்டரைப் பயன்படுத்தி சுருள்களாக மாற்றப்படுகின்றன, தானியங்கி வெட்டு மற்றும் இறக்குதல். முறுக்கு நேரியல் வேகம் வெளியேற்றும் வேகத்துடன் ஒத்திசைக்கப்படுகிறது மற்றும் படிப்படியாக சரிசெய்யப்படலாம். வெளியேற்றும் வேகம் 2 மீ/நிமிடத்திற்கும் குறைவாக இருக்கும் போது, ஒரு ஒற்றை-நிலைய விண்டர் பொதுவாகப் பயன்படுத்தப்படுகிறது; வெளியேற்றும் வேகம் 2 மீ/நிமிடத்திற்கு அதிகமாகும் போது, இரட்டை-நிலையம் அல்லது பல-நிலைய விண்டரைப் பயன்படுத்த வேண்டும்.
III. குழாய் குறைபாடுகளை கட்டுப்படுத்துவதற்கான முக்கிய காரணிகள்
படம் 1 இல் உள்ள செயல்முறை ஓட்டத்தின் வரிசையைப் பின்பற்றி, தரக் குறைபாடுகளை நீக்குவதற்கான முக்கிய தொடர்புடைய காரணிகள் கீழே பட்டியலிடப்பட்டுள்ளன.
(1)உணவளிக்கும் பிரிவு:மூலப்பொருள் உருவாக்கம்; மூலப்பொருட்களின் வடிவம் மற்றும் அளவு; வண்ணமயமாக்கல் முறை; உலர்த்தும் முறை; மறுசுழற்சி செய்யப்பட்ட பொருள் கலவை; சேர்க்கைகளின் வகைகள் மற்றும் அளவீடு; தொண்டை தொண்டையின் குளிர்ச்சி திறன்.
(2)எக்ஸ்ட்ரூடர்: திருகு விட்டம்; திருகு எல் / டி விகிதம்; திருகு சுருக்க விகிதம்; திருகு அமைப்பு வகை; திருகு வேகம்; காற்றோட்டம் செயல்திறன்; திருகு வெப்பநிலை கட்டுப்பாடு; பீப்பாய் வெப்பமூட்டும் மற்றும் குளிரூட்டும் கட்டுப்பாடு; எக்ஸ்ட்ரூடர் மண்டலங்களில் வெப்பநிலை சுயவிவரங்கள்; எக்ஸ்ட்ரூடர் முறுக்கு; மின் நுகர்வு; அடாப்டர்; வெப்பநிலை தேர்வு மற்றும் திரை மாற்றிக்கான கட்டுப்பாடு; திரை பேக் வகை மற்றும் விவரக்குறிப்பு.
(3)இறக்கவும்:டை இடைவெளி; நிலத்தின் நீளம்; டை கட்டமைப்பு வகை; ஓட்டம் சேனல் வடிவம்; உருகும் விநியோகம்; வெப்பநிலை அமைப்பு மற்றும் கட்டுப்பாடு; இறக்க தலை அழுத்தம்; சுவர் தடிமன் கட்டுப்பாடு.
(4) அளவுத்திருத்தம் & குளிர்ச்சி:அளவுத்திருத்த முறை; அளவீடு பரிமாணங்கள்; வெற்றிட பெட்டி வெற்றிட நிலை அல்லது உள் அழுத்தம் அளவுத்திருத்த குழாய் காற்றழுத்தம் மற்றும் நீளம்; அளவுத்திருத்த அமைப்பின் சீல்; அளவுத்திருத்த நேரம்; குளிரூட்டும் நீர் ஓட்ட விகிதம்; குளிரூட்டும் நீர் வெப்பநிலை; குளிரூட்டும் முறை.
(5)குளிரூட்டும் நீர் தொட்டி:குளிரூட்டும் முறை; நீர் குழாய் அமைப்பு; குளிரூட்டும் நீர் ஓட்ட விகிதம்; குளிரூட்டும் தொட்டி நீளம்; குளிரூட்டும் நீர் வெப்பநிலை; குழாய் குளிரூட்டும் திறன்.
(6)ஹால்-ஆஃப் யூனிட்: இழுத்துச் செல்லும் வேகம் மற்றும் கட்டுப்பாடு; இழுத்துச் செல்லும் விசை அளவுத்திருத்தம்; கிளாம்பிங் படை மற்றும் கட்டுப்பாடு; தடங்களின் எண்ணிக்கை மற்றும் பயனுள்ள நீளம்; மேற்பரப்பு கடினத்தன்மை மற்றும் clamping தொகுதிகள் வடிவம்; இழுத்துச் செல்லும் தொடர்பு மேற்பரப்பு.
(7) கட்டர்: கட்டர் வகை; பார்த்தேன் கத்தி பல் சுயவிவரம் மற்றும் பொருள்; பொறிமுறையை மீட்டமைத்தல்; சிப் சேகரிப்பு மற்றும் தூசி அகற்றுதல்; சத்தம் கட்டுப்பாடு; கணினி அமைப்பு வரம்பு; கிளாம்பிங் பொறிமுறை; இயக்கி அமைப்பு மற்றும் சக்தி; தானியங்கி வெட்டு நடவடிக்கை அமைப்பு.
(8)கொய்லர் & டம்ப் டேபிள்: பதற்றம் கட்டுப்பாடு; நீளம் வெட்டு கட்டளை அமைப்பு; விண்டர் நிலையம் தேர்வு; முறுக்கு விட்டம்; டம்ப் நடவடிக்கை அறிகுறி; முறுக்கு நேரியல் வேகம்.
(9) இணைப்பு:தானியங்கு உற்பத்திக்கான நிபந்தனைகள்:சுவர் தடிமன் அளவீடு; வெளிப்புற விட்டம் கட்டுப்பாடு; எடை அளவீடு மற்றும் உற்பத்தி புள்ளிவிவரங்கள்; கியர் உருகும் பம்ப் செயல்பாட்டின் நிலை; மையப்படுத்துதல் அமைப்பு.
உங்களுக்கு மேலும் தகவல் தேவைப்பட்டால்,நிங்போ ஃபாங்லி டெக்னாலஜி கோ., லிமிடெட்.விரிவான விசாரணைக்கு உங்களைத் தொடர்பு கொள்ள உங்களை வரவேற்கிறோம், நாங்கள் உங்களுக்கு தொழில்முறை தொழில்நுட்ப வழிகாட்டல் அல்லது உபகரணங்கள் கொள்முதல் பரிந்துரைகளை வழங்குவோம்.
விசாரணையை அனுப்பு


X
உங்களுக்கு சிறந்த உலாவல் அனுபவத்தை வழங்கவும், தள போக்குவரத்தை பகுப்பாய்வு செய்யவும் மற்றும் உள்ளடக்கத்தைத் தனிப்பயனாக்கவும் நாங்கள் குக்கீகளைப் பயன்படுத்துகிறோம். இந்தத் தளத்தைப் பயன்படுத்துவதன் மூலம், எங்கள் குக்கீகளைப் பயன்படுத்துவதை ஒப்புக்கொள்கிறீர்கள்.
தனியுரிமைக் கொள்கை